Benefits of PPS Include:
- Melting temperatures (Tm) of 285°C
- Glass Transition temperature (Tg) of 85°C
- Excellent chemical resistance, insoluble in ANY known solvent under 200°C
- Stable dielectric constant and dissipation factor over a wide range of temps and frequencies.
- Inherently flame resistant and self-extinguishing
- Long-term hydrolytic stability for very low moisture absorption
- Exceptional strength and modulus even at elevated temperatures
Benefits of 3DXSTAT™ Include
- Consistent surface resistivity
- Improved retention of impact & elongation
- Low particulate contamination
- Minimal contribution to outgassing and ionic contamination
Typical ESD PPS Applications Include:
- Semi-con: HDD Components, Wafer Handling, Jigs, Casings, & Connectors
- Industrial: Conveying, Metering, and Sensing Applications
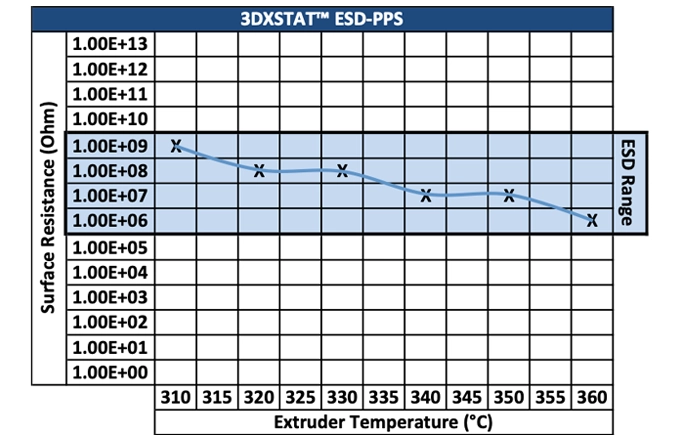
Target Conductivity for 3DXSTAT™ ESD PPS:
- 10^7 to 10^9 ohm surface resistivity on 3DP sample using concentric ring test method.
- Note: Internal studies have indicated that increased extruder temperatures can achieve higher levels of conductivity. Likewise, lower extruder temperatures have resulted in lower levels of conductivity. Each printer is set-up differently as well as varied part geometry. Therefore, expect some trial time to understand how this filament works in your specific printer / application. However, please do not exceed 270°C to reduce the risk of polymer degradation.